
Sur un site industriel, les outillages partagés entre lignes de production sont souvent invisibles dans SAP. Les gabarits, les sondes, les plans techniques circulent d’un ordre à l’autre, mais personne ne sait précisément où ils se trouvent, qui les utilise, ni s’ils sont vraiment disponibles. Et un matin, un ordre de fabrication est lancé sans le gabarit nécessaire. La ligne s’arrête. Le superviseur appelle les méthodes. Les méthodes appellent la maintenance. Personne ne trouve l’outil.
C’est exactement ce que les PRT (Production Resources/Tools) viennent résoudre. Un PRT est un objet SAP dédié aux outillages mobiles et réutilisables : on les déclare une fois, on les rattache aux opérations qui en ont besoin, on les rend visibles dans le contrôle de disponibilité d’un ordre. Cet article passe en revue les quatre catégories de PRT proposées par SAP, le workflow concret pour en créer un de type Material, et les leviers de customizing à connaître côté méthodes.
SAP PRT : un outillage mobile, pas un équipement fixe
Pour bien situer ce qu’est un PRT, il faut le comparer à ce qu’il n’est pas. Un équipement de production fixe (presse, four, ligne d’assemblage) est rattaché à un poste de travail. Il ne bouge pas. Sa maintenance est planifiée sur place. Un PRT, lui, est un outillage qui circule entre les ordres : un gabarit de contrôle, une sonde de température, un dessin technique sur tablette, un instrument de mesure étalonné. Il sert à plusieurs reprises, sur des opérations différentes, parfois sur des lignes différentes.
Ce qui caractérise un PRT
- Objet mobile, transporté entre plusieurs opérations
- Réutilisable plusieurs fois sans consommation au sens stock
- Assigné à une opération précise (gamme ou ordre)
- Soumis à un contrôle de disponibilité au lancement de l’OF
Ce qu’un PRT n’est pas
- Un équipement fixe rattaché à un poste de travail
- Une matière première ou un composant qui se consomme
- Un poste de travail ou une capacité (Work Center)
- Un produit fini stocké pour la vente
Un cas concret : dans une activité d’usinage, le même comparateur d’épaisseur est utilisé pour contrôler une pièce avant emboutissage, puis une autre pièce sortie de presse, puis une pièce ressortie après traitement thermique. Trois opérations, trois ordres de fabrication, un seul instrument. Le déclarer comme PRT permet à SAP de savoir où il intervient, et de bloquer le lancement d’un OF s’il est indisponible (en réparation, en étalonnage, perdu).
Les 4 catégories de PRT dans SAP
SAP propose quatre catégories de PRT, qui répondent à des besoins différents. Le choix de la catégorie détermine les fonctionnalités disponibles (gestion stock, achat, maintenance préventive, lien documentaire) et impacte le customizing à mobiliser.
| Catégorie | Exemples | Gestion stock | Achat possible | Code SAP standard |
|---|---|---|---|---|
| PRT Material | Gabarit, sonde, moule, outil étalonné | Oui | Oui | Type matériel FHMI |
| Miscellaneous PRT | Tournevis, clés, petits accessoires | Non | Non | Objet PRT autonome |
| Document PRT | Plan technique, instruction, schéma | Non (géré par DMS) | Non | Type document (paramétrable, ex DRF) |
| Equipment PRT | Outil maintenable (calibre, sonde réétalonnée) | Non (suit l’équipement) | Non | Catégorie équipement P |
PRT Material (type FHMI)
La catégorie Material est la plus complète. Le PRT est traité comme un matériel à part entière : il dispose d’une fiche article, on peut le gérer en stock, l’acheter, le produire en interne, lui appliquer des mouvements via les transactions standards. La différence avec un matériel classique tient à une vue supplémentaire dédiée, la « vue PRT », qui regroupe les paramètres propres aux outillages (Group Key, Control Key, formules de quantité et d’usage). Le type matériel livré en standard pour les PRT est FHMI. Si le customizing de votre projet a renommé ce type, vérifiez la transaction OMS2 côté méthodes.
Miscellaneous PRT
Cette catégorie couvre les petits outillages qui n’ont pas vocation à être gérés en stock ni achetés via SAP. On pense aux tournevis, clés, accessoires consommables qui dorment dans une caisse à outils en bord de ligne. Le PRT existe pour qu’on puisse l’assigner à une opération (notamment pour documenter le mode opératoire), mais SAP ne suit ni son inventaire ni ses mouvements financiers.
Document PRT
Un PRT de type Document représente un livrable documentaire utilisé pendant l’opération : plan technique, instruction de montage, fiche de contrôle, schéma électrique. Il est géré via le module SAP Document Management System (DMS), qui maîtrise les versions, les statuts et les pièces jointes. Le type de document associé est paramétrable dans le customizing DMS, et DRF est l’un des codes possibles dans une implémentation standard. Côté key user, l’intérêt est d’attacher la bonne version d’un plan à l’opération concernée : impossible de lancer l’OF avec une version périmée du document.
Equipment PRT (catégorie P)
Quand l’outillage est lui-même soumis à maintenance préventive (un calibre qui doit être ré-étalonné chaque trimestre, une sonde de mesure qui doit être révisée), on le déclare comme équipement, avec la catégorie d’équipement P. À ce moment, le PRT bénéficie de toutes les fonctionnalités du module Plant Maintenance : ordres de maintenance, plans préventifs, installation et désinstallation sur des équipements parents. C’est typiquement le cas pour la métrologie. Pour aller plus loin sur les plans préventifs côté PM, voir l’article dédié à la maintenance préventive.
Créer un PRT de type Material (MM01)
Le workflow de création d’un PRT Material est très proche de celui d’un matériel classique, à une nuance près : il faut cocher la vue PRT en plus des vues habituelles, et choisir le bon type matériel dès l’écran initial. Voici la séquence côté key user.
-
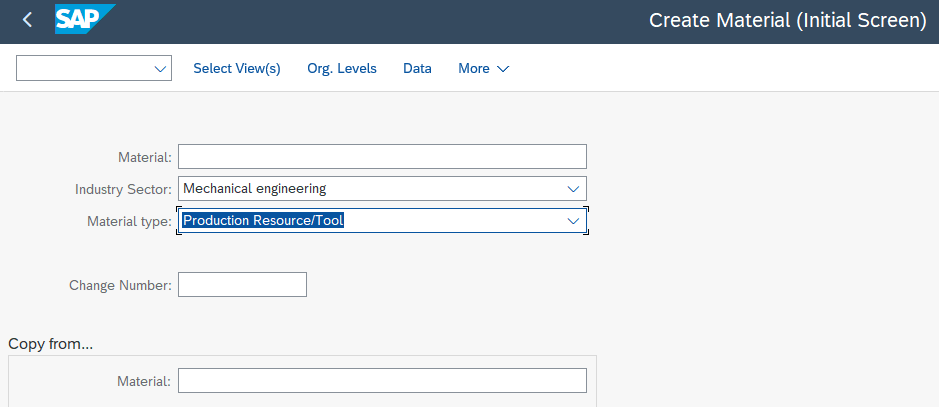
1Lancer MM01
Ouvrir la transaction de création matériel
MM01. C’est la même transaction que pour n’importe quel matériel SAP, mais le type choisi change tout. -
2Sélectionner le type matériel FHMI
Dans l’écran initial, renseigner le type matériel
FHMI. Ce type embarque la vue PRT spécifique. Si le customizing de votre projet utilise un type renommé, le principe reste identique : le type doit autoriser la vue PRT. -
3Activer la vue PRT
Dans la sélection des vues, cocher la vue PRT en plus des vues classiques (Basic Data, Plant Data, etc.). C’est cette vue qui contient les paramètres propres à l’outillage.
-
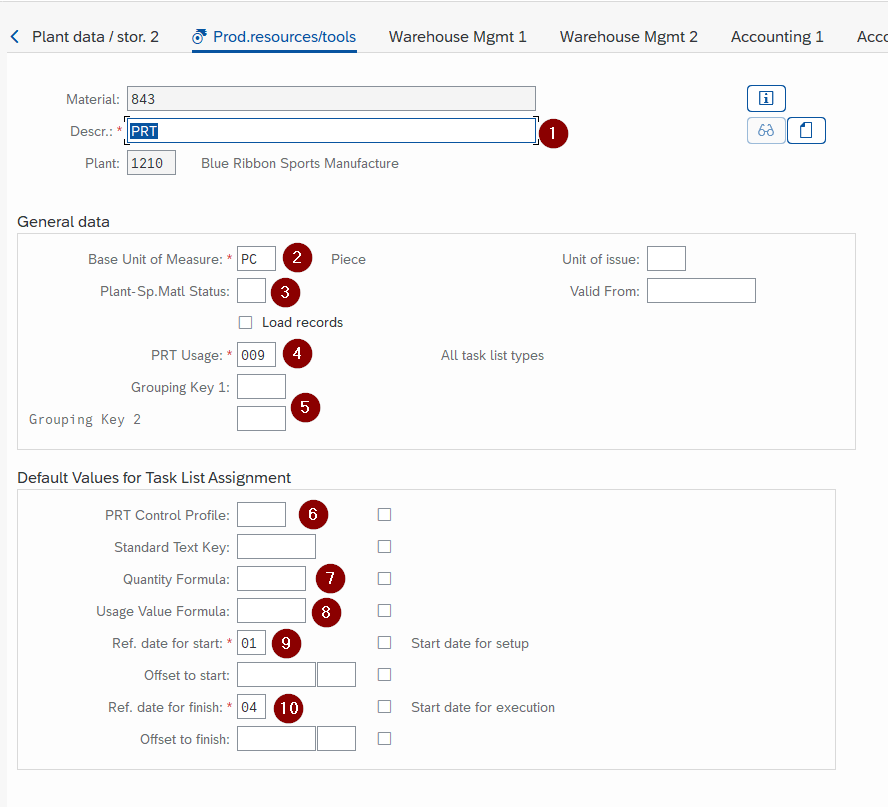
4Renseigner la vue PRT
Saisir la description de l’outillage, son unité de mesure, les paramètres de filtre (type de Task List autorisée, restrictions par plant), le mode de traitement (impression, attribution des coûts), les formules de quantité et d’usage, ainsi que les dates de début et de fin d’utilisation. Le Group Key et le Control Key viennent du customizing décrit plus loin.
-
5Sauvegarder
Cliquer sur sauvegarder. SAP attribue un numéro de matériel. Le PRT est créé, mais pas encore utilisable en opération tant qu’il n’est pas en stock.
-
6Mettre en stock
Avec un mouvement d’entrée standard via
MIGO, créer le stock initial du PRT. À partir de là, il devient assignable dans les opérations.
Configurer les Group Keys et Control Keys
Deux clés de customizing pilotent le comportement d’un PRT : le Group Key (clé de regroupement) et le Control Key (clé de contrôle). Le Group Key sert à regrouper les PRT par famille fonctionnelle (gabarits, sondes, plans), ce qui rend les filtres et les recherches plus efficaces sur les écrans de sélection. Le Control Key, lui, définit la façon dont le PRT est traité dans une opération : est-il imprimé sur la fiche suiveuse ? Reçoit-il une affectation de coûts ? Est-il visible côté planification de capacité ?
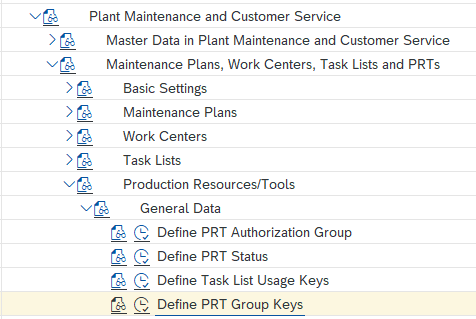
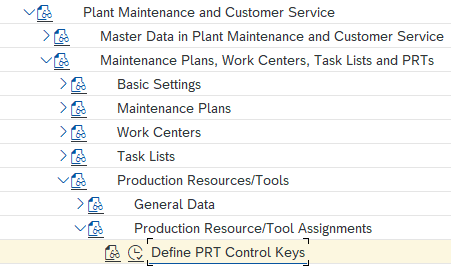
Les deux clés se définissent dans le customizing PM, sous les chemins suivants :
SPRO → Plant Maintenance and Customer Service → Maintenance Plans, Work Centers, Task Lists and PRTs → Production Resources/Tools → General Data → Define PRT Group Keys
SPRO → Plant Maintenance and Customer Service → Maintenance Plans, Work Centers, Task Lists and PRTs → Production Resources/Tools → Production Resource/Tool Assignments → Define PRT Control Keys
Pour les formules de quantité et d’usage, l’idée est d’automatiser le calcul du besoin en PRT pour une opération donnée. Par exemple, une formule peut calculer la quantité de gabarits nécessaires en fonction du nombre de pièces à produire. Une autre formule peut mettre à jour un compteur d’usage (nombre de pièces contrôlées par un calibre, pour déclencher son ré-étalonnage). C’est un sujet à part entière qui mérite une lecture dédiée des formules dans SAP, à creuser une fois la base PRT en place.
Mettre un PRT en stock
Pour un PRT de type Material, la mise en stock fonctionne exactement comme pour n’importe quel matériel : un mouvement d’entrée via MIGO, le type de mouvement adapté (généralement un 561 pour saisie de stock initial, ou un 101 si on entre via une réception de commande d’achat). Une fois le stock disponible, le PRT devient assignable sur les opérations qui le requièrent. Sans stock, le contrôle de disponibilité dont on parle plus bas refusera de valider l’OF.
Assigner un PRT à une opération
Un PRT s’utilise au niveau d’une opération précise. Il peut être affecté de deux manières : soit dans la gamme (où on déclare une fois pour toutes que telle opération nécessite tel outillage), soit directement dans l’ordre de fabrication (assignation ponctuelle pour cet OF uniquement). Les deux modes coexistent et répondent à des besoins différents. La gamme est le mode standard pour une opération récurrente. L’assignation directe à l’OF reste utile pour les ajustements ponctuels (remplacement temporaire d’un calibre en réparation par un autre).
L’opération peut concerner aussi bien le module Production (ordre de fabrication PP) que le module Maintenance (ordre de maintenance PM). Le principe est identique. Pour illustrer, voici une assignation dans une gamme de production via CA02.
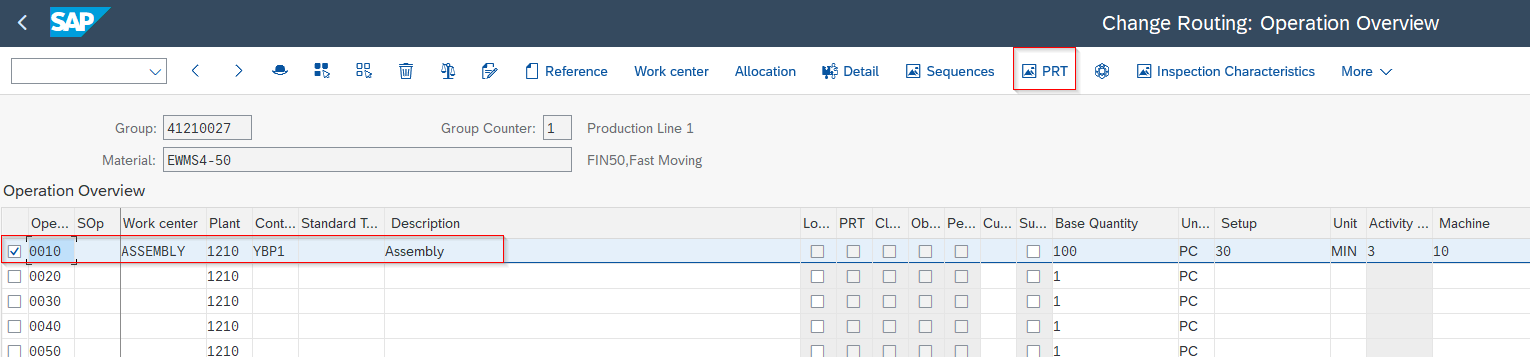
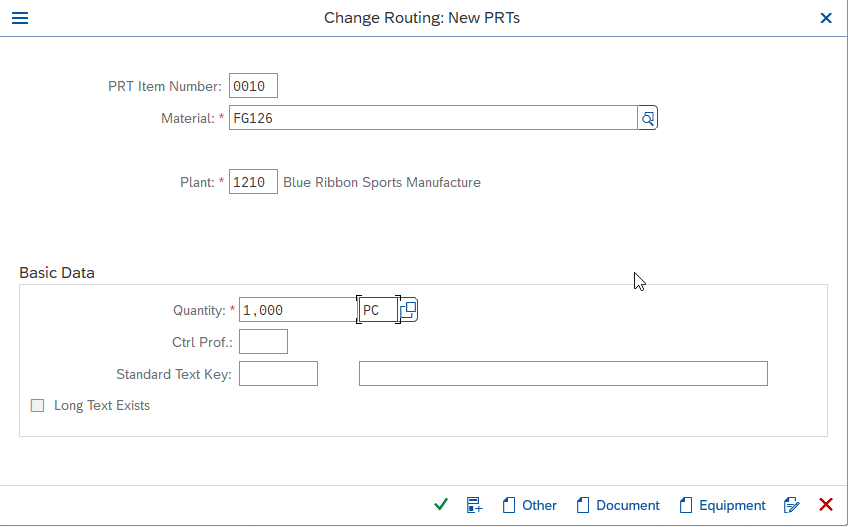
Une fois la gamme ouverte, on sélectionne l’opération concernée, puis on accède à l’onglet PRT pour y rattacher l’outillage. Le numéro de matériel PRT est saisi, la quantité requise est précisée, et la formule éventuelle prend le relais au lancement de l’OF.
Pour aller plus loin sur la fabrication de masse et les variantes d’ordres avec différentes gammes assignées, voir l’article sur les versions de production.
Contrôler la disponibilité d’un PRT
Le contrôle de disponibilité est l’une des fonctionnalités les plus utiles côté PRT. Sans contrôle, un OF peut être lancé sans que le gabarit nécessaire soit disponible, et la ligne s’arrête au moment du besoin. Avec contrôle, SAP vérifie au bon moment que le PRT est disponible, et selon le paramétrage il bloque, alerte ou laisse passer.
Trois moments de déclenchement sont possibles : à la création de l’OF, au lancement de l’OF, ou à la demande manuelle. Trois critères de contrôle : le statut du PRT (libre, bloqué), la quantité en stock, ou les deux. Et trois réactions en cas de manque : blocage automatique, choix donné à l’utilisateur, ou simple alerte non bloquante. Tous ces paramètres se définissent dans le customizing PM.
SPRO → Plant Maintenance and Customer Service → Maintenance and Service Processing → Maintenance and Service Orders → Functions and Settings for Order Types → Availability Check for Material, PRTs, and Capacities → Define Inspection Control
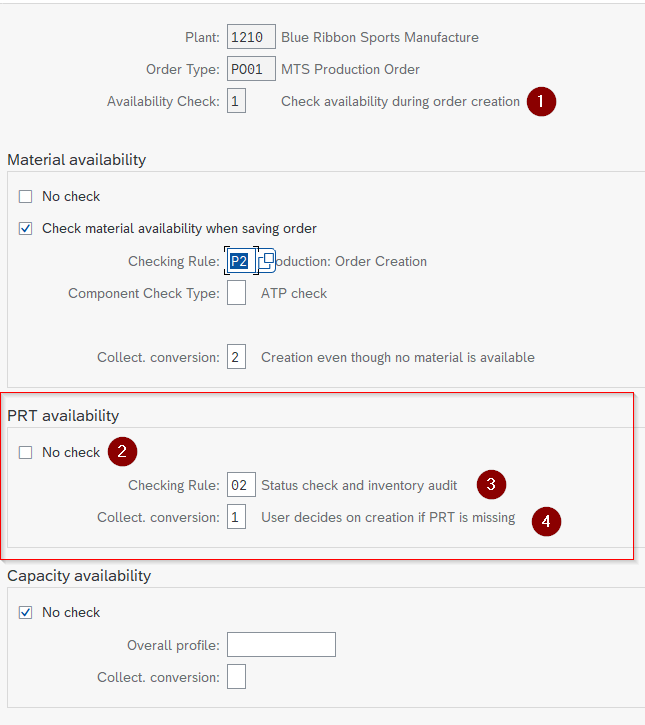
L’écran de paramétrage permet de cocher, type d’ordre par type d’ordre, l’activation du contrôle PRT, son moment de déclenchement, la base du contrôle (statut, statut + quantité) et la réaction en cas de manque. Une bonne pratique côté méthodes est de différencier les types d’ordre selon la criticité : un OF de production en flux tendu mérite un contrôle bloquant, un OF de maintenance corrective peut se contenter d’un avertissement.
Bloquer un PRT : statut Lock Material
Un outillage peut être temporairement indisponible : en réparation, en cours d’étalonnage, parti pour expertise. Plutôt que de le sortir du stock SAP (ce qui perturberait l’historique et les inventaires), on le bloque via le statut Lock Material. L’accès se fait dans l’en-tête du Material Master, en activant le bouton de blocage.
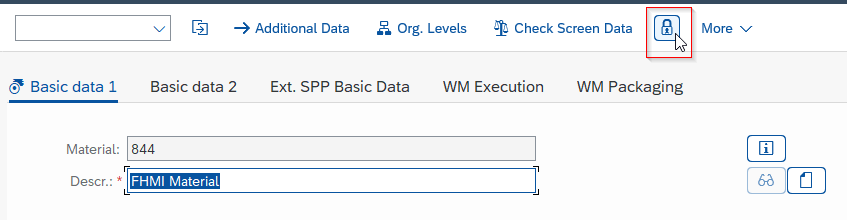
Une fois le blocage activé, un cadenas apparaît à côté du matériel dans les listes et les écrans de sélection. Le contrôle de disponibilité refusera alors d’autoriser le lancement d’un OF qui requiert ce PRT. Le déblocage suit le même chemin, à l’inverse.

Ce qu’il faut retenir des PRT dans SAP
Les PRT couvrent un besoin opérationnel précis : suivre les outillages mobiles et réutilisables qui circulent entre les ordres de fabrication ou de maintenance. Le choix de la catégorie (Material, Miscellaneous, Document, Equipment) conditionne les fonctionnalités disponibles. Le workflow de création est très proche d’un matériel classique, à condition d’activer la vue PRT et de renseigner correctement les clés de customizing. Et le contrôle de disponibilité est ce qui transforme une simple déclaration de PRT en outil de pilotage opérationnel.
- Quatre catégories à choisir selon le besoin : Material (FHMI) pour la majorité des cas, Miscellaneous pour les petits outillages non gérés en stock, Document pour les plans et instructions via DMS, Equipment (catégorie P) pour l’outillage maintenable.
- La vue PRT dans le Material Master pour un FHMI regroupe les paramètres propres aux outillages : Group Key, Control Key, formules de quantité et d’usage.
- Le Group Key et le Control Key pilotent le comportement opérationnel : regroupement par famille, impression, affectation des coûts, visibilité capacité.
- Le contrôle de disponibilité est paramétrable type d’ordre par type d’ordre : moment du contrôle, critères (statut, quantité), réaction en cas de manque.
- Le statut Lock Material bloque l’usage d’un PRT pour les indisponibilités temporaires (réparation, étalonnage) sans perturber le stock.
Couplés à la sérialisation, aux compteurs et aux documents de mesures, les PRT ouvrent la porte à un suivi fin de la traçabilité côté production et côté maintenance. C’est ce qui fait la différence entre une déclaration administrative d’outillage et un vrai outil de pilotage industriel.
Questions fréquentes sur les PRT SAP
Qu’est-ce qu’un PRT dans SAP ?
Un PRT (Production Resources/Tools) est un outillage mobile et réutilisable que l’on assigne à une opération de production ou de maintenance. Contrairement à un équipement fixe, il peut servir sur plusieurs ordres successifs sans être consommé.
Quelles sont les 4 catégories de PRT dans SAP ?
Material (matériel avec stock et achat possibles), Miscellaneous (petits outillages non gérés en stock), Document (plans et instructions via DMS) et Equipment (outillage maintenable, catégorie P côté PM).
Comment créer un PRT de type Material dans SAP ?
Avec la transaction MM01, en choisissant le type matériel FHMI, en activant la vue PRT, puis en renseignant la description, l’unité de mesure, le Group Key, le Control Key et les formules éventuelles. Une mise en stock via MIGO est nécessaire pour rendre le PRT utilisable.
Comment assigner un PRT à un ordre de fabrication ?
Soit dans la gamme via CA02 (au niveau de l’opération concernée), soit directement dans l’ordre de fabrication. L’assignation dans la gamme est le mode standard pour une opération récurrente, l’assignation à l’ordre reste utile pour les ajustements ponctuels.
Comment contrôler la disponibilité d’un PRT ?
Via le customizing Define Inspection Control (chemin SPRO Plant Maintenance, Maintenance and Service Processing, Order Types, Availability Check). On définit le moment du contrôle (création, lancement, manuel), les critères (statut, quantité) et la réaction en cas de manque (blocage automatique, choix utilisateur, alerte non bloquante).
Comment bloquer temporairement l’utilisation d’un PRT ?
Dans l’en-tête du Material Master, en activant le bouton Lock. Un cadenas apparaît à côté du matériel dans toutes les listes, et le contrôle de disponibilité refuse alors d’autoriser un OF qui requiert ce PRT. Le déblocage suit le même chemin.
À lire ensuite
Numéro de série SAP : guide de décision OIS2, 6 procédures et arbitrage matériel vs équipement PM
Quand activer la sérialisation SAP, comment paramétrer le profil OIS2, choisir parmi les 6 serializing procedures et arbitrer entre numéro de série matériel et équipement PM.
SAP PM : la maintenance préventive (guide complet 2026)
Plan, stratégie, ordre, point de mesure : maîtrisez la maintenance préventive SAP PM avec IP01, IP10, IP11. Tutoriel pas à pas par un consultant terrain.
SAP système de classification : caractéristiques et classes
Apprends à utiliser CT04 et CL02 pour classer articles, lots et équipements dans SAP. Guide pédagogique avec cas d'usage MM, PP, QM et EWM.
Gestion des lots SAP : guide débutant (MM, PP, QM)
Comprenez la gestion des lots dans SAP : à quoi ça sert, comment activer le batch management dans MM, PP, QM, et créer un lot avec MSC1N. Guide pas à...