
On an industrial site, the tools shared between production lines are often invisible in SAP. Jigs, probes and technical drawings move from one order to the next, but nobody knows exactly where they are, who is using them, or whether they are really available. Then one morning, a production order is started without the jig it needs. The line stops. The supervisor calls the methods team. The methods team calls maintenance. Nobody can find the tool.
This is exactly what PRTs (Production Resources/Tools) are designed to solve. A PRT is an SAP object dedicated to mobile and reusable tools: you declare them once, you attach them to the operations that need them, and you make them visible in an order’s availability check. This article reviews the four PRT categories offered by SAP, the concrete workflow for creating a Material type PRT, and the customizing levers to know on the methods side.
SAP PRT: a mobile tool, not a fixed piece of equipment
To clearly understand what a PRT is, you have to compare it to what it is not. A fixed piece of production equipment (a press, a furnace, an assembly line) is attached to a work center. It does not move. Its maintenance is planned on the spot. A PRT, on the other hand, is a tool that moves between orders: an inspection jig, a temperature probe, a technical drawing on a tablet, a calibrated measuring instrument. It is used several times, on different operations, sometimes on different lines.
What characterizes a PRT
- A mobile object, moved between several operations
- Reusable several times without being consumed in the stock sense
- Assigned to a specific operation (routing or order)
- Subject to an availability check when the production order is released
What a PRT is not
- A fixed piece of equipment attached to a work center
- A raw material or a component that gets consumed
- A work center or a capacity (Work Center)
- A finished product held in stock for sale
A concrete example: in a machining activity, the same thickness gauge is used to inspect one part before stamping, then another part coming off the press, then a part that comes back after heat treatment. Three operations, three production orders, a single instrument. Declaring it as a PRT lets SAP know where it is used, and lets it block the release of a production order if the tool is unavailable (under repair, in calibration, lost).
The 4 PRT categories in SAP
SAP offers four PRT categories, which meet different needs. The choice of category determines the available features (stock management, purchasing, preventive maintenance, document link) and affects the customizing you need to set up.
| Category | Examples | Stock management | Purchasing possible | Standard SAP code |
|---|---|---|---|---|
| PRT Material | Jig, probe, mold, calibrated tool | Yes | Yes | Material type FHMI |
| Miscellaneous PRT | Screwdrivers, wrenches, small accessories | No | No | Standalone PRT object |
| Document PRT | Technical drawing, instruction, diagram | No (managed by DMS) | No | Document type (configurable, e.g. DRF) |
| Equipment PRT | Maintainable tool (gauge, recalibrated probe) | No (follows the equipment) | No | Equipment category P |
PRT Material (type FHMI)
The Material category is the most complete. The PRT is treated as a full material in its own right: it has a material master, you can manage it in stock, purchase it, produce it in-house, and apply movements to it via the standard transactions. The difference with a classic material lies in an additional dedicated view, the “PRT view”, which groups the parameters specific to tools (Group Key, Control Key, quantity and usage formulas). The material type delivered as standard for PRTs is FHMI. If your project’s customizing has renamed this type, check transaction OMS2 on the methods side.
Miscellaneous PRT
This category covers the small tools that are not meant to be managed in stock or purchased through SAP. Think of screwdrivers, wrenches and consumable accessories sitting in a toolbox at the edge of the line. The PRT exists so that you can assign it to an operation (in particular to document the work procedure), but SAP tracks neither its inventory nor its financial movements.
Document PRT
A Document type PRT represents a documentary deliverable used during the operation: a technical drawing, an assembly instruction, an inspection sheet, an electrical diagram. It is managed via the SAP Document Management System (DMS) module, which controls versions, statuses and attachments. The associated document type is configurable in DMS customizing, and DRF is one of the possible codes in a standard implementation. On the key user side, the benefit is to attach the right version of a drawing to the relevant operation: it becomes impossible to release the production order with an outdated version of the document.
Equipment PRT (category P)
When the tool is itself subject to preventive maintenance (a gauge that must be recalibrated every quarter, a measuring probe that must be overhauled), you declare it as equipment, with the equipment category P. At that point, the PRT benefits from all the features of the Plant Maintenance module: maintenance orders, preventive plans, installation and dismantling on parent equipment. This is typically the case for metrology. To go further on preventive plans on the PM side, see the dedicated article on preventive maintenance.
Creating a Material type PRT (MM01)
The workflow for creating a Material PRT is very close to that of a classic material, with one nuance: you have to select the PRT view in addition to the usual views, and choose the right material type right from the initial screen. Here is the sequence on the key user side.
-
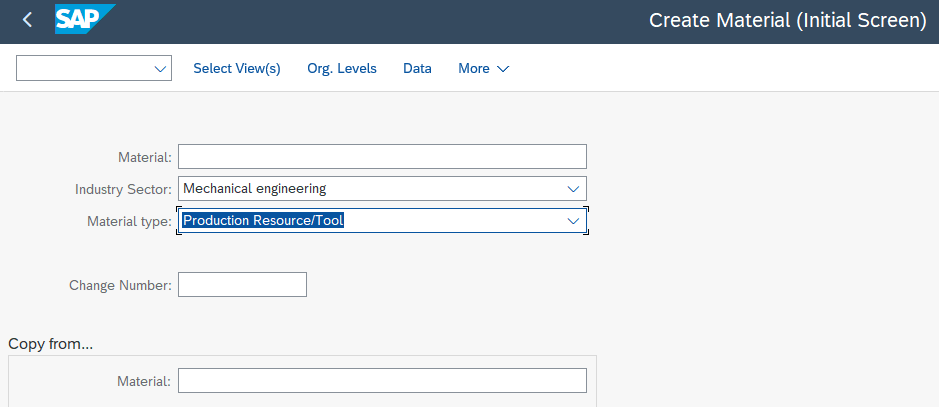
1Start MM01
Open the material creation transaction
MM01. It is the same transaction as for any SAP material, but the type you choose changes everything. -
2Select the material type FHMI
In the initial screen, enter the material type
FHMI. This type carries the specific PRT view. If your project’s customizing uses a renamed type, the principle stays the same: the type must allow the PRT view. -
3Activate the PRT view
In the view selection, check the PRT view in addition to the classic views (Basic Data, Plant Data, etc.). This is the view that contains the parameters specific to the tool.
-
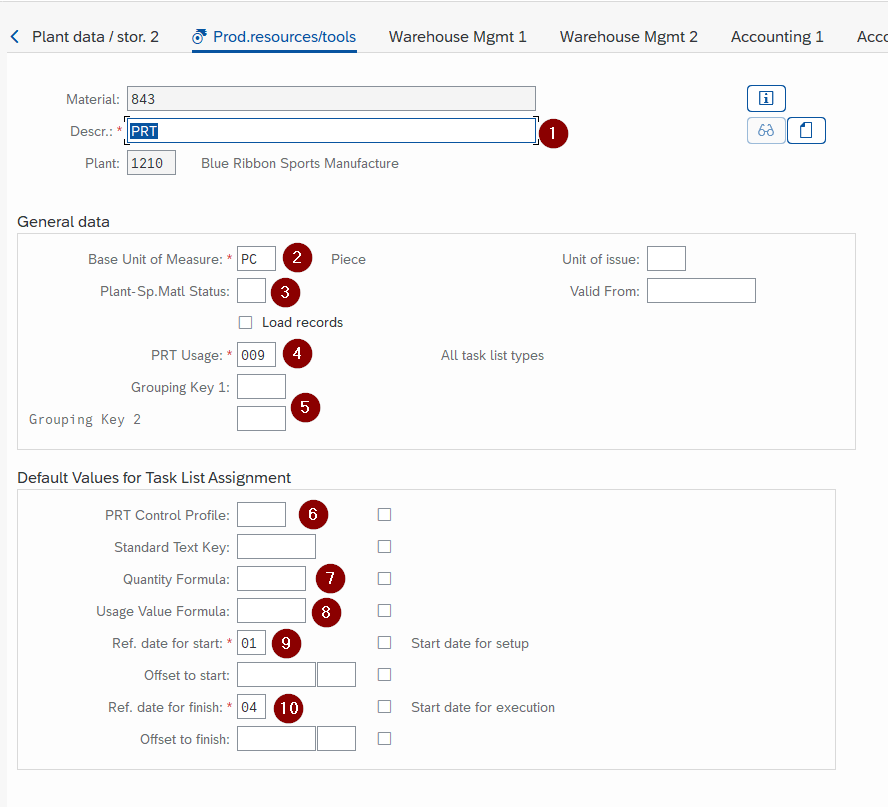
4Fill in the PRT view
Enter the tool description, its unit of measure, the filter parameters (allowed Task List type, restrictions per plant), the processing mode (printing, cost assignment), the quantity and usage formulas, as well as the start and end dates of use. The Group Key and the Control Key come from the customizing described further on.
-
5Save
Click save. SAP assigns a material number. The PRT is created, but not yet usable in operations as long as it is not in stock.
-
6Post to stock
With a standard goods receipt movement via
MIGO, create the PRT’s initial stock. From there, it becomes assignable in operations.
Configuring the Group Keys and Control Keys
Two customizing keys drive a PRT’s behavior: the Group Key (grouping key) and the Control Key (control key). The Group Key is used to group PRTs by functional family (jigs, probes, drawings), which makes filtering and searching more efficient on the selection screens. The Control Key, for its part, defines how the PRT is handled in an operation: is it printed on the routing sheet? Does it receive a cost assignment? Is it visible on the capacity planning side?
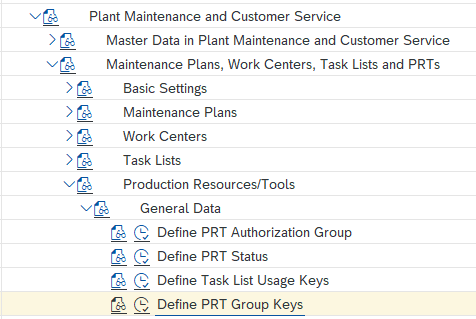
Both keys are defined in PM customizing, under the following paths:
SPRO → Plant Maintenance and Customer Service → Maintenance Plans, Work Centers, Task Lists and PRTs → Production Resources/Tools → General Data → Define PRT Group Keys
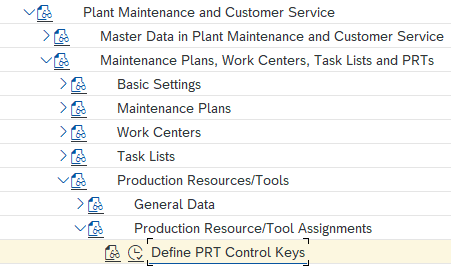
SPRO → Plant Maintenance and Customer Service → Maintenance Plans, Work Centers, Task Lists and PRTs → Production Resources/Tools → Production Resource/Tool Assignments → Define PRT Control Keys
For the quantity and usage formulas, the idea is to automate the calculation of the PRT requirement for a given operation. For example, a formula can calculate the quantity of jigs needed based on the number of parts to be produced. Another formula can update a usage counter (the number of parts inspected by a gauge, to trigger its recalibration). This is a topic in its own right that deserves a dedicated read on formulas in SAP, to dig into once the PRT foundation is in place.
Posting a PRT to stock
For a Material type PRT, posting to stock works exactly as it does for any material: a goods receipt movement via MIGO, with the appropriate movement type (generally a 561 for entering initial stock, or a 101 if you enter it via a purchase order receipt). Once the stock is available, the PRT becomes assignable to the operations that require it. Without stock, the availability check discussed below will refuse to validate the production order.
Assigning a PRT to an operation
A PRT is used at the level of a specific operation. It can be assigned in two ways: either in the routing (where you declare once and for all that a given operation requires a given tool), or directly in the production order (a one-off assignment for that production order only). Both modes coexist and meet different needs. The routing is the standard mode for a recurring operation. Direct assignment to the production order remains useful for one-off adjustments (temporarily replacing a gauge under repair with another).
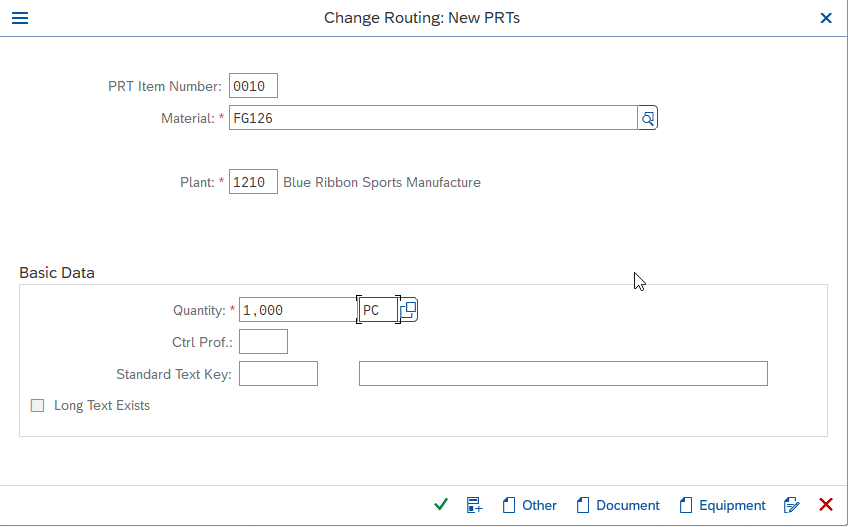
The operation can concern either the Production module (PP production order) or the Maintenance module (PM maintenance order). The principle is identical. To illustrate, here is an assignment in a production routing via CA02.
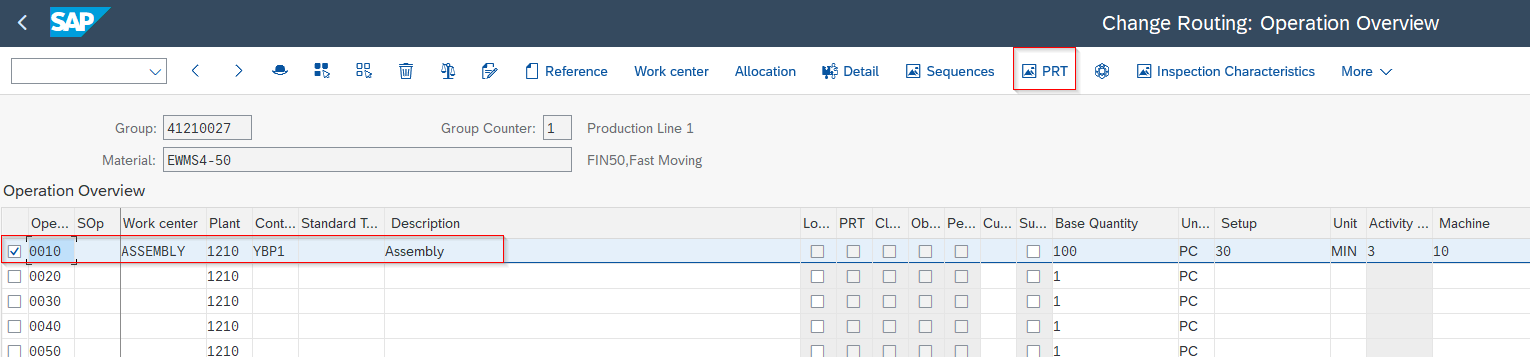
Once the routing is open, you select the relevant operation, then go to the PRT tab to attach the tool. The PRT material number is entered, the required quantity is specified, and the optional formula takes over when the production order is released.
To go further on mass production and order variants with different assigned routings, see the article on production versions.
Checking a PRT’s availability
The availability check is one of the most useful features on the PRT side. Without a check, a production order can be released without the necessary jig being available, and the line stops at the moment of need. With a check, SAP verifies at the right moment that the PRT is available, and depending on the configuration it blocks, alerts or lets it through.
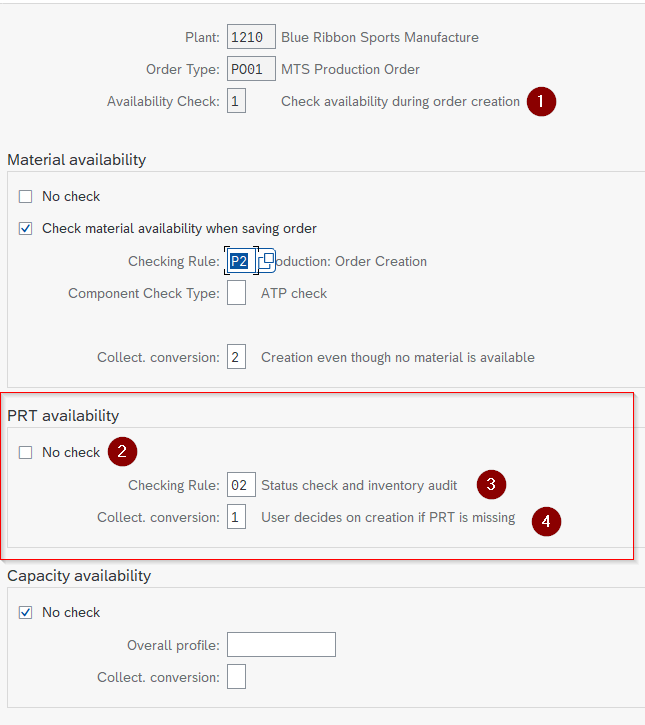
Three trigger moments are possible: at the creation of the production order, at the release of the production order, or on manual request. Three check criteria: the PRT status (free, blocked), the stock quantity, or both. And three reactions in case of a shortage: automatic blocking, a choice given to the user, or a simple non-blocking alert. All these parameters are defined in PM customizing.
SPRO → Plant Maintenance and Customer Service → Maintenance and Service Processing → Maintenance and Service Orders → Functions and Settings for Order Types → Availability Check for Material, PRTs, and Capacities → Define Inspection Control
The configuration screen lets you check, order type by order type, the activation of the PRT check, its trigger moment, the basis of the check (status, status + quantity) and the reaction in case of a shortage. A good practice on the methods side is to differentiate order types by criticality: a just-in-time production order deserves a blocking check, while a corrective maintenance order can settle for a warning.
Blocking a PRT: the Lock Material status
A tool can be temporarily unavailable: under repair, in calibration, sent out for expert assessment. Rather than removing it from SAP stock (which would disturb the history and the inventories), you block it via the Lock Material status. Access is done in the header of the Material Master, by activating the blocking button.
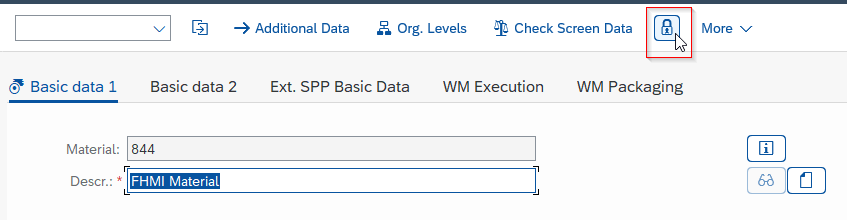
Once the block is activated, a padlock appears next to the material in the lists and the selection screens. The availability check will then refuse to authorize the release of a production order that requires this PRT. Unblocking follows the same path, in reverse.

Key takeaways on PRTs in SAP
PRTs cover a precise operational need: tracking the mobile and reusable tools that move between production or maintenance orders. The choice of category (Material, Miscellaneous, Document, Equipment) determines the available features. The creation workflow is very close to that of a classic material, provided you activate the PRT view and correctly fill in the customizing keys. And the availability check is what turns a simple PRT declaration into an operational steering tool.
- Four categories to choose from depending on the need: Material (FHMI) for most cases, Miscellaneous for small tools not managed in stock, Document for drawings and instructions via DMS, Equipment (category P) for maintainable tools.
- The PRT view in the Material Master for an FHMI groups the parameters specific to tools: Group Key, Control Key, quantity and usage formulas.
- The Group Key and the Control Key drive the operational behavior: grouping by family, printing, cost assignment, capacity visibility.
- The availability check is configurable order type by order type: timing of the check, criteria (status, quantity), reaction in case of a shortage.
- The Lock Material status blocks the use of a PRT for temporary unavailability (repair, calibration) without disturbing the stock.
Coupled with serialization, counters and measurement documents, PRTs open the door to fine-grained traceability on both the production and maintenance sides. This is what makes the difference between an administrative tool declaration and a true industrial steering tool.
Frequently asked questions about SAP PRTs
What is a PRT in SAP?
A PRT (Production Resources/Tools) is a mobile and reusable tool that you assign to a production or maintenance operation. Unlike a fixed piece of equipment, it can be used on several successive orders without being consumed.
What are the 4 PRT categories in SAP?
Material (a material with stock and purchasing possible), Miscellaneous (small tools not managed in stock), Document (drawings and instructions via DMS) and Equipment (a maintainable tool, category P on the PM side).
How do you create a Material type PRT in SAP?
With transaction MM01, by choosing the material type FHMI, activating the PRT view, then filling in the description, the unit of measure, the Group Key, the Control Key and the optional formulas. Posting to stock via MIGO is necessary to make the PRT usable.
How do you assign a PRT to a production order?
Either in the routing via CA02 (at the level of the relevant operation), or directly in the production order. Assignment in the routing is the standard mode for a recurring operation, while assignment to the order remains useful for one-off adjustments.
How do you check a PRT’s availability?
Via the Define Inspection Control customizing (SPRO path Plant Maintenance, Maintenance and Service Processing, Order Types, Availability Check). You define the timing of the check (creation, release, manual), the criteria (status, quantity) and the reaction in case of a shortage (automatic blocking, user choice, non-blocking alert).
How do you temporarily block the use of a PRT?
In the header of the Material Master, by activating the Lock button. A padlock appears next to the material in all the lists, and the availability check then refuses to authorize a production order that requires this PRT. Unblocking follows the same path.
Keep reading
SAP Serial Number: OIS2 setup and material vs equipment
A SAP serial number is the unique identifier attached to one specific physical unit of a given material. It is the tool for unit-level traceability, the foundation for individualized after-sales...
SAP PM Preventive Maintenance: the complete guide
One hour of unplanned downtime costs a manufacturer 25,000 USD on average, and up to 2.3 million USD/hour in the automotive sector according to the Siemens report True Cost of...
SAP Classification System: characteristics and classes
You are looking for every high-criticality 24V piece of equipment in SAP. Every batch with a viscosity between 200 and 250. Every premium customer in a specific geographic area. If...
Beginner's guide to batch management in SAP MM
I have seen consultants tick the "Batch management" box on thousands of materials in a MASS run, without realizing the batch level was still set at client level. A few...